
以下是:能做厚壁精密钢管的厂家的产品参数能做厚壁精密钢管的厂家,佳诺金属制品有限公司为您提供能做厚壁精密钢管的厂家产品案例,联系人:周经理,电话:15966286126、15966286126,QQ:276817318,发货地:汇通金属物流园发货到广西省 南宁市 西乡塘区、青秀区、江南区、良庆区、邕宁区、武鸣区、隆安县、马山县、上林县、宾阳县、横县。 广西壮族自治区,南宁市,西乡塘区 2017年12月14日,获评中国工业百强区。2018年9月,《2018年中国百强区发展白皮书》在京发布,白皮书以高质量发展为导向,综合评析了全国968个地级市市辖区发展情况,并以统计数据为依据,量化评选出2018年中国百强区,其中西乡塘区位列第81名。 2018年11月,入选2018年工业百强区。
无论您是初次接触还是已经熟悉,我们的能做厚壁精密钢管的厂家产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。以下是:能做厚壁精密钢管的厂家的图文介绍
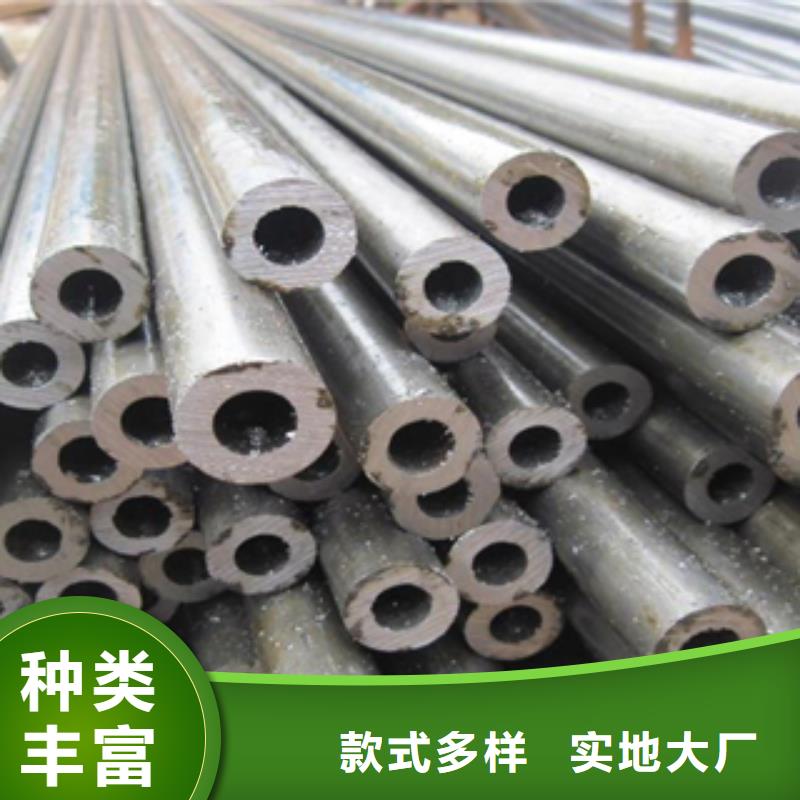
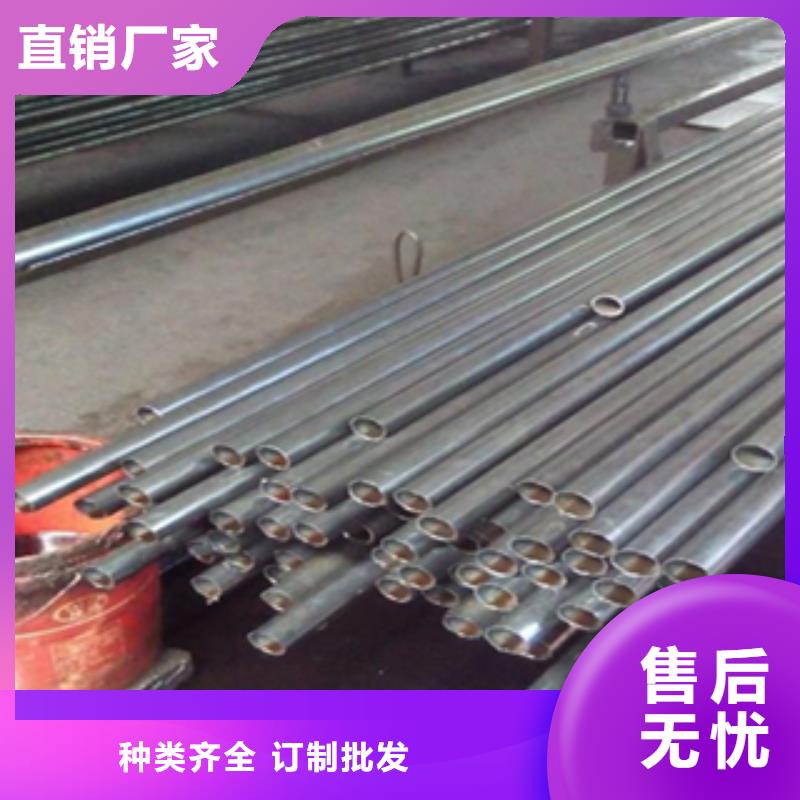
精密钢管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精密钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。精密钢管高尺寸精度高、管内外表面光洁度,钢管热处理后内外表面均无氧化膜,钢管扩口、压扁无裂痕、冷弯不变形,并能承受高压,能作各种复杂变形及机械深加工处理。主要生产钢管牌号:10、20、35、45 、40cr、42crmo等经协商,也可供应其它牌号的精密无缝钢管。精密钢管的标准;GB/T699-2008,精密钢管的标准;GB/T3639-2008,另外可能也还有应用GB/T8162-2008结构用精密钢管的。精密钢管欧标为:DIN2391折叠基本用途精密钢管广泛用于汽车、摩托车、电动车、石化、电力、船只、航天、轴承、气动元件、中低压锅炉无缝钢管等范畴,也可适用于钢筋套筒、轴承、液压、机械加工等领域!
生产流程精密钢管的生产流程和普通的无缝管一样,就是多了道后酸洗冷轧的程序。精密钢管工艺流程管坯--检验--剥皮--检验--加热--穿孔--酸洗钝化--修磨--润滑风干--冷轧--去油--切头--检验--标识--成品包装折叠编辑本段钢管区别、无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。2、精密钢管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。热处理工艺折叠前奏真空退火优质弹簧钢、工具钢、精密钢管的丝材,不锈钢制品及钛合金材,作光亮退火均可采用真空处理。退火温度愈低,则要求真空度愈高。为防止铬的蒸发及加速热传导,般采用载气加热(保温)法,并注意对不锈钢和钛合金不宜用氮而应采用氩气。折叠过程真空淬火真空淬火炉按冷却方法分为油淬和气淬两类,按工位数分为单室式和双室式,904山\畏嘲均属周期式作业炉。
根据20#精密钢管性能要求的不同,按其回火温度的不同,可将回火分为以下几种(一)低温回火(150-250度)
低温回火所得组织为回火马氏体。其目的是在保持淬火20#精密钢管的高硬度和高耐磨性的前提下,降低其淬火内应力和脆性,以免使用时崩裂或过早损坏。它主要用于各种高碳的切削刃具,量具,冷冲模具,滚动轴承以及渗碳件等,回火后硬度一般为HRC58-64。(二)中温回火(250-500度)中温回火所得组织为回火屈氏体。其目的是获得20#精密钢管高的屈服强度,弹性极限和较高的韧性。因此,它主要用于各种弹簧和热作模具的处理,回火后硬度一般为HRC35-50。(三)高温回火(500-650度)高温回火所得组织为回火索氏体。习惯上将淬火加高温回火相结合的热处理称为调质处理,其目的是获得强度,硬度和塑性,韧性都较好的综合机械性能。因此,广泛用于汽车,拖拉机,机床等的重要结构20#精密钢管,如连杆,螺栓,齿轮及轴类。回火后硬度一般为HB200-330
南宁西乡塘佳诺金属制品有限公司长期致力于 精密无缝钢管的革新与开发,在生产实践当中积累了丰富的专业知识。吸收探索世界新发展动态优势,设计开发一系列高新智能 精密无缝钢管产品。踏实进取,开拓创新,充分利用高新技术,百折不挠地勇攀质量高峰,努力打造成为国际 精密无缝钢管产品,专业制造与诚信的服务,期待与全世界友人及同行进行广泛的合作与交流。
真空油淬炉都是双室的,后室置电加热元件,前室的下方置油槽。工件完成加热、保温后移入前室,关闭中门后向前室充入惰性气至大约2.66%26times;lO ~1.01%26times;10 Pa(200~760mm汞柱),入油。油淬易引起工件表面变质。由于表面活性大,在短暂的高温油膜作用下即可发生显著薄层渗碳,此外,碳黑和油在表面的粘附对简化热处理流程很不利。真空淬火技术的发展主要在于研制性能优良、工位单一的气冷淬火炉。前述双室式炉亦可用于气淬(在前室喷气冷却),但双工位式的操作使大批量装炉的生产发生困难,也易在高温移动中引起工件变形或改变工件方位增加淬火变形。单一工位的气冷淬火炉是在加热保温完成后在加热室内喷气冷却。气冷的冷速不如油冷快,也低于传统淬火法中的熔盐等温、分级淬火。因而,不断提高喷冷室压力,增大流量,以及采用摩尔质量比氮和氩小的惰性气体氦和氢,是当今真空淬火技术发展的主流。70年代后期将氮气喷冷的压力从(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷却能力接近于常压下的油冷。80年代中期出现超高压气淬,用(10~20)%26times;10Pa的氦,冷却能力等于或略高于油淬,已进入工业实用。90年代初采用40%26times;10Pa的氢气,接近水淬的冷却能力,尚处于起步阶段。工业发达已进展到以高压(5~6)%26times;10。Pa气淬为主体,而中国产气淬一些金属的蒸气压(理论值)与温度的关系则尚处于一般加压气淬(2%26times;10Pa)型阶段。
结果真空渗碳为真空渗碳一淬火工艺曲线。在真空中加热到渗碳温度并保温使表面净化、活化之后,通入稀薄渗碳富化气(见控制气氛热处理),在大约1330Pa(10T0rr)负压下进行渗入,然后停气(降压)进行扩散。渗碳后的精密钢管淬火采用一次淬火法,即先停电,通氮冷却工件至临界点A,、以下,使内部发生相变,再停气、开泵,升温到Ac1,~Accm之间。淬冷方法可采用气冷或油冷。后者为奥氏体化后移入前室,充氮至常压,入油。真空渗碳的温度一般高于普通气体渗碳,常采用920~1040℃渗入和扩散可按所示分两阶段,也可用脉冲式通气、停气,多段式的渗一扩相间,效果更好。由于温度高,尤其表面洁净、有活性,真空渗碳层形成速度比普通气体、液体和固体渗碳快,如要求渗层为1mm时,在927℃只需5h,而1033℃仅需1h。
45#精密钢管淬透性低,故应采用冷却速度大的10%盐水溶液。工件入水后,应该淬透,但不是冷透,如果45#精密钢管在盐水中冷透,就有可能使工件开裂,这是因为当工件冷却到180℃左右时,奥氏体迅速转变为马氏体造成过大的组织应力所致。因此,当淬火工件快冷到该温度区域,就应采取缓冷的方法。由于出水温度难以掌握,须凭经验操作,当水中的工件抖动停止,即可出水空冷(如能油冷更好)。另外,工件入水宜动不宜静,应按照工件的几何形状,作规则运动。静止的冷却介质加上静止的工件,导致硬度不均匀,应力不均匀而使工件变形大,甚至开裂。45#精密钢管调质件淬火后的硬度应该达到HRC56~59,截面大的可能性低些,但不能低于HRC48,不然,就说明工件未得到完全淬火,组织中可能出现索氏体甚至铁素体组织,这种组织通过回火,仍然保留在基体中,达不到调质的目的。45#精密钢管淬火后的高温回火,加热温度通常为560~600℃,硬度要求为HRC22~34。因为调质的目的是得到综合机械性能,所以硬度范围比较宽。但图纸有硬度要求的,就要按图纸要求调整回火温度,以保证硬度。如有些轴类零件要求强度高,硬度要求就高;而有些齿轮、带键槽的轴类零件,因调质后还要进行铣、插加工,硬度要求就低些。关于回火保温时间,视硬度要求和工件大小而定,我们认为,回火后的硬度取决于回火温度,与回火时间关系不大,但必须回透,一般工件回火保温时间总在一小时以上。
佳诺金属制品有限公司【15966286126】在南宁市西乡塘区本地专业从事能做厚壁精密钢管的厂家,价格低,发货快,效果好 ([城市群])可送货上门。














